Being the first person to do this to a Case 646 tractor, I am essentially building a prototype. If this Power Steering design does not work, I have to be able to return the tractor to a functioning state.
Therefore, I did not modify the tractor in a way that would prevent me from returning the tractor to normal operations. As it stands I should only need to reinstall the two factory tie rods and re-route the P/S oil supply to drain and the tractor will operate as before.
A discussion on the CCI forum that started back in January of 2017 helped me break the process of adding power steering to the tractor down into 3 areas: Hydraulic Supply, P/S Control Valve, and Hydraulic Cylinder.
One of the primary issues with adding P/S to a Case 646 or 644 loader tractor, is the need for a separate hydraulic flow for the power steering system. Case - Ingersoll used a couple of different methods over the years in later models to incorporate P/S into those later tractors.
The Case 648 models started out with the power steering controller in the ‘power beyond’ line that eventually feeds the loader. Which led to the P/S on that model being described as quirky. Because using the P/S impacted the loader speed and using the loader impacted the P/S.
The Ingersoll 60xx and 7020 models use a dual pump arrangement or effectively a separate pump to power the P/S. In the 60xx -7020 models one half of the dual pump drives the PTO, and traction. A second smaller half of the pump drives the power steering and loader (also the backhoe if I recall correctly)
On the Ingersoll 40xx tractors Ingersoll used a hydraulic splitter valve, or more correctly a hydraulic Priority DIVIDER valve. Which is designed to split one hydraulic supply into two different flows, and ensure there is oil flow to the ‘priority’ hydraulic circuit when the rest of the tractor’s hydraulic circuits are idle.
A specialized 'priority divider valve' is needed because when the tractor is setting in neutral there is little if any restrictions to the oil flow, so the oil flows around the system freely and at very low pressure.
If we simply Tee'd off part of that flow for the power steering, the oil, like water in a river, would follow the path of least resistance and bypass the P/S control, which means we won’t get any oil flow or pressure for our power steering circuit.
Therefore we need a “priority divider valve” to create and maintain the separate flow for the P/S. A priority Divider valve has a hydraulic spool valve inside that makes sure the ‘priority’ flow port always gets 1.5 gallons of oil per minute. Regardless of what the pressure is in either side of the system, you always get 1.5 GPM out of the priority port.
Which is good and not so great.. Good in that the P/S circuit ALWAYS gets 1.5 GPM. This means the steering speed and response is always the same no matter whether the engine is at idle or WOT.
The possible BAD of a priority divider valve is that when the steering hits the limits, the priority valve will still try to push 1.5 GPM to the “priority” port until something blows, or it deadheads the pump and kills the engine. The priority divider will attempt to divert all of the oil to the ‘priority’ circuit in order to get 1.5 GPM to go out that port.
That’s why there must to be a relief valve in the P/S circuit, the particular valve I used has a relief valve built in. (Prince RD 405R: http://www.princehyd.com/Portals/0/valves/valvesrd400.pdf ) If you use a different valve remember to add a relief valve that is plumbed back to the drain – tank in the P/S circuit somewhere..
It's worth noting that the other port on a divider valve is labeled EXCESS flow.. Basically if we don’t need the flow of oil to make the 1.5 GPM for P/S, the remainder of the pump's output is ‘excess’ flow and the divider valve sends the oil out the ‘excess’ port, a better label might be MAIN flow.. .
The not so great part of a priority valve is that the P/S ALWAYS gets 1.5 GPM before the rest of the tractor gets any oil. You could say that when you are not using the power steering, you’re dumping 1.5 GPM of pump output to the drain.. And you are..
When I looked at replacing the hydraulic pump as part of this upgrade I installed a 0.73 Cu In pump. The Case 646, was built with a 0.55 Cu In (8.5 GPM) pump originally.. The new 0.73 pump, at WOT, should move 11.4 GPM, which is a tad much for a “16.5 HP” Onan CCKa to pull.
But the engine is not producing 11.4 GPM at 2200 – 2400 PSI.. Its producing 9.9 GPM at 2200 – 2400 PSI and 1.5 GPM at 1000 – 1500 PSI which it can handle.
Which also means I get an increased flow of 9.9 GPM (instead of 8.5 GPM) for the tractor and loader.. (I find it fascinating that the 644 and the 648 models were later updated to use a 9.5 GPM pump, but the 646 was forever shipped with a 8.5 GPM pump)
The new pump I bought bolted right up to the existing mount, and used the same Lovejoy coupler.

The new pumps output is the same SAE #10 sized port as the old pump. Both the in and out ports are located in the center of the pump’s body instead of towards the rear of the pump like the OEM pump.
The new pump has a standard SAE #12 port for the input – suction line. To get the suction line attached, I used a 45 Degree SAE #12 to 1” hose barb fitting, (# 4603-16-12 ) which is necessary to make the connection to the suction line without putting major kinks in the line.
The other fun part of the suction line on a Case 646A, is that the space between the engine’s base - oil pan and the frame is SOO tight you cannot run a rubber suction hose through there..
I had to re-use the OEM steel suction line to plumb the suction line to the new pump. I had hoped to use rubber suction line for the entire connection like newer models, but it wouldn't fit.
Another issue with the steel suction like is that it had holes in it that were brazed up. The suction line had been rubbing on the steel OEM drain line.. To ensure that the line was not sucking air, I gave all the worn areas a good cleaning and externally applied a layer of JB Weld to seal them up. The new installation would be relocating the drain line so the suction line should not be rubbing on anything.
To create the necessary 2 hydraulic flows or "circuits", I ran the output of the pump first to the divider valve, then the ‘excess’ port of the divider valve connects where the pump's output used to go. (More or less, I added a PTO valve to this tractor at the same time, so the output actually goes from the divider to the PTO valve, then back to the travel valve where the pump used to be connected.)
I installed the divider valve between the tractor frame rails below and behind the engine, basically where the mid lift used to be. I reused 2 of the midlift mounting holes. Which puts the divider valve in front of the steering gear.
(Which now all said and done a better location might have been on the inside of the right hand frame rail. The placement I used, between the frame rails right behind the engine prevents you from reaching in behind the engine from the left side.. Which makes hooking up the engine wiring a challenge.)
I only needed an 18 inch rubber pressure line to get from the new pump to the input port on the Divider valve. The PITA of this brand – model of valve, IMO, is that ALL of the connections to it are pipe threads (NPT) which means when you tighten the fittings, (even when using a hydraulic thread sealer) you can wind up with the fitting pointing the wrong way. I got spoiled by SAE – O ring fittings where I can align them as I want and then tighten the nut, washer and, O ring to seal it..
I opted for JIC #10 fittings on the divider valve's in and excess – out ports to match the existing tractor fittings, and a JIC # 6 for the P/S – priority flow. The input on the divider is on the top (as I have it mounted) and the outputs, both P/S – priority flow, and main (or excess) flow are on the other side – bottom.

Another challenge of splitting the oil supply is that you need to connect the output or drain from the P/S controller AND the output of the pressure relief valve, both back to the tank. I guess one could go redneck and run the drains back to the filler cap….But, we're not..
With a new pump and new P/S system on the tractor, I really wanted a hydraulic oil filter in the system, and for that to be effective the filter needs to be in the return – drain line. It needs to filter ALL of the oil that is returned to the tank.. Therefore the return from the P/S circuit needs to be plumbed into the drain BEFORE the filter.
This was a challenging part of the system to design and implement. By having a ~ 12 GPM pump I needed a filter that could handle that flow, which based on price and availability, it rounds up to a 25 GPM filter.
Which is a physically large filter, not super huge, but real-estate on a Case 646A in the drain line area is at a premium. AND, there are these pesky front tires that take up a lot of the space where I thought I could put the filter.
The ‘drain line’ starting at the P/S controller is a JIC # 6, and the priority valve’s built in relief is a 3/8 NTP. I combined the output from the P/S controller in with the pressure relief output and routed both back to the main drain – return line. Which is where the fun started.
The standard drain setup on a 646a is a 5/8 ID steel line from the travel valve and a 5/8 steel line from the loader valve that both arrive at a JIC #12 TEE fitting located on the right side of the 'engine compartment' below the loader valve, behind the engine (again). The 3rd leg of the tee normally connects to an additional 5/8 steel line that routes around the side of the engine and ends near the oil cooler in the front of the tractor.

The JIC # 12 Tee (#15 on the Diagram) seemed the best place to route the P/S drain back into the system before the hydraulic filter. I was determined to not modify – hack the OEM return line (#16), but instead replace that section of line from the JIC # 12 Tee to the cooler with the filter and something else..
The space between the CCKa’s oil pan foot and the frame rail where the drain TEE is at is VERY tight, so much so that only a 5/8 Steel line could make its way out of there. My ¾ ID rubber return hose was not going to fit, nor would it make the bends needed.
Between the motor mounts, plus where the front wheel sits during a right turn and the size of the filter, the only practical place to locate the filter is right under the engine’s oil drain plug. Butted up against the frame. The only way to connect to the filter in that location is come THROUGH the frame:

Therefore, I had to hack my tractor. 🤷 There is now a 1 ¼ inch hole in the plate on front of the right side ‘loader tower’, similar to where – how the steering tie rod comes through the frame on the left side of the tractor. A carbon steel hole saw can and will make the hole. It takes time and lots of cutting oil, but it can be done.
I wound up ‘turning’ the JIC # 12 TEE connector so that the ‘open’ end that used to route to the oil cooler, is now pointing down instead of forward. Because the hydraulic filter is ¾ NPT, (did I happen to say I HATE NPT fitting in a hydraulic system?)
I was able to source a JIC # 12 Female to ¾ NPT 90 degree elbow (# 6501-12-12) which when attached to the JIC # 12 Tee put the ¾ pipe in a good position to attach the filter head. I added a ¾ NPT TEE to the 6501-12-12 fitting so I could connect the drain from the P/S circuit. Next a 4” long pipe nipple runs through the hole I cut in the frame to the filter head.
The assembly OUTSIDE the tractor looks like this:

This can only be assembled in place, and I had to screw the filter head on to the pipe nipple before I connected the JIC #12 fitting to the drain Tee fitting in order to get this in place. Needless to say, it's a tight fit.
The output of the P/S controller, is routed to a JIC # 6 to NPT fitting at the priority valve, then combined with the relief valve output, that runs through a 3/8” ID JIC # 6 hose and terminates at the ¾” NPT TEE in the drain line..
The last connection from the hydraulic filter output to the OEM oil cooler is done with ¾ ID rubber drain line and hose barbs. To reduce the number of bends in the Rubber drain hose, I added another 4” long 3/4” pipe to the filter output, then a 45 Degree elbow puts the hose barb in about the best (not ideal) location to connect to the oil cooler. My only fear is that rubber hose might collapse or kink when hot. But it's where I can keep an eye on it. So we shall see.
The output of the P/S controller, is routed to a JIC # 6 to NPT fitting at the priority valve, then combined with the relief valve output, that runs through a 3/8” ID JIC # 6 hose and terminates at the ¾” NPT TEE in the drain line..
The last connection from the hydraulic filter output to the OEM oil cooler is done with ¾ ID rubber drain line and hose barbs. To reduce the number of bends in the Rubber drain hose, I added another 4” long 3/4” pipe to the filter output, then a 45 Degree elbow puts the hose barb in about the best (not ideal) location to connect to the oil cooler. My only fear is that rubber hose might collapse or kink when hot. But it's where I can keep an eye on it. So we shall see.

Power Steering Controller
There are probably more P/S steering controllers types that this, but for this project I looked at ‘rotary – pump’ steering controllers, (which is what all of the OEM Case and Ingersoll tractors used), and an inline ‘power assist’ spool valve.
The rotary pump controls are a very nice solution.. You just have to find space to put them (usually under the dash) and connect them to the steering wheel.
When Case added a rotary type steering control to the 648 model they had to relocate the other controls on the dash outward to make room for the P/S unit under the dash. Since I was not going to redesign the entire dash, and I could not conceive of some way of squeezing that type of controller under the dash, I looked at the second type of P/S controller – an inline spool valve.
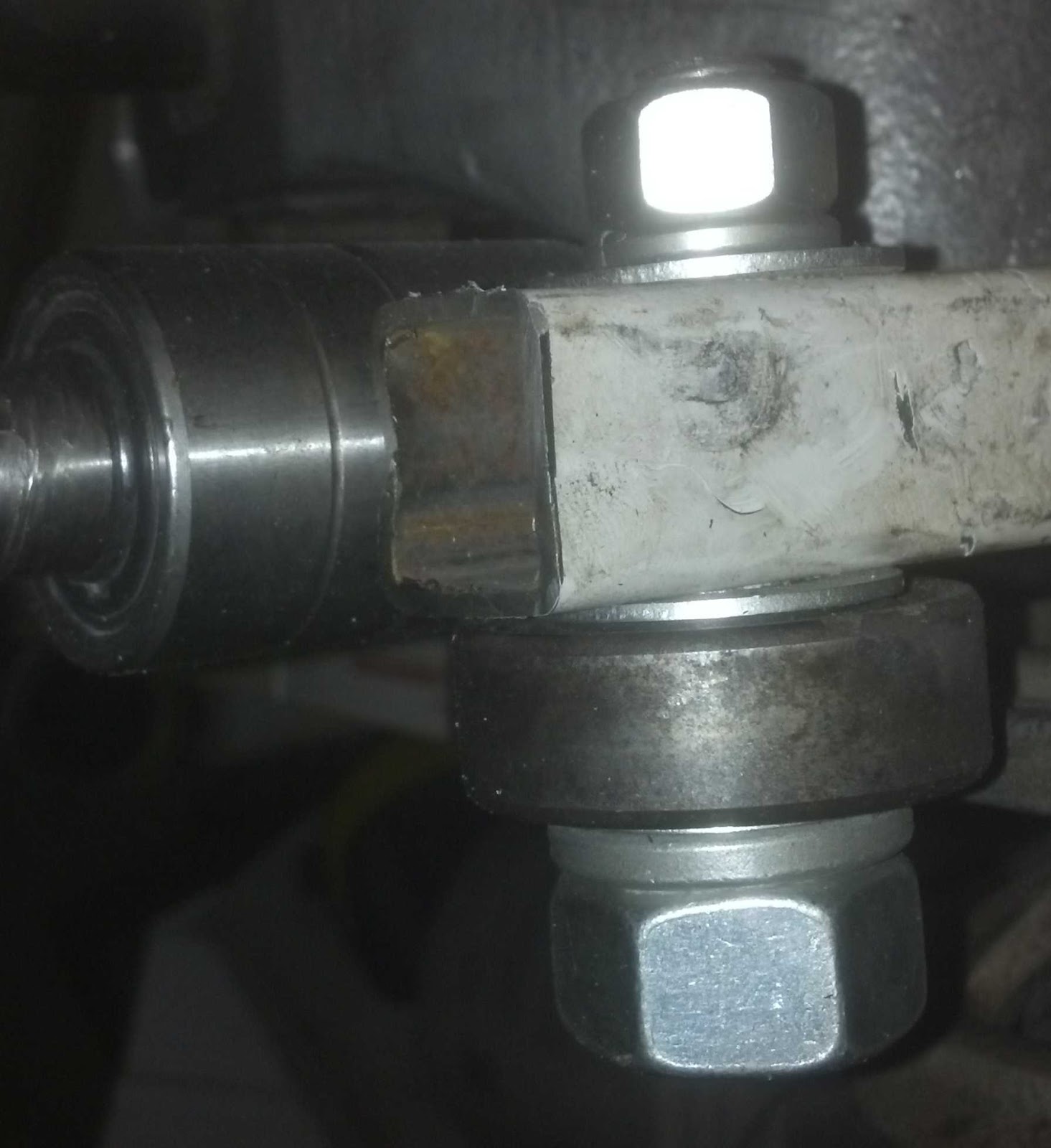
A ‘power assist’ inline spool valve seemed to require the least amount of hacking to the tractor. There was a series of ‘garden tractors’ that used these in the past, the JD 400 series tractor . This type of P/S controller seemed to be a minimally invasive upgrade, it replaces part of the tie rod from the steering sector gear to the spindle arm.
This type of controller is basically a hydraulic spool valve that fits in the steering tie rod. When you turn the steering wheel, you move the spool valve out of center and it routes oil to a hydraulic cylinder that ‘assists’ in turning the wheels. Once the cylinder moves the wheels enough to null out your movement the oil flow to the cylinder stops. Pretty simple ‘servo’ system.
One of the challenges of adding this particular P/S controller to the Case 646a is that the P/S controller uses ½ inch fine thread tie rods vs the 646’s use of 5/8 fine thread for the tie rods.
Where to physically locate the P/S controller to work around the front axle, the front tire, and the motor mount was interesting.
Where to physically locate the P/S controller to work around the front axle, the front tire, and the motor mount was interesting.

After a bunch of mock ups, and rebuilding my steering sector gear and lowering where the tie rod attaches to the sector gear, I was able to get the controller into a workable position.. In addition to lowering the rear of the tie rod, I also had to space the Heim end at the spindle arm down as well so that the body of the P/S control just clears the axle. One of the major constraints on the 646, is the front motor mount. When the steering is turned to the right, and the front axle articulates up on the left side, where the controller is located, the P/S controller will impact the motor mount and can flex the tie rods.
To adapt from the 5/8 tie rod size to the ½ inch size, I used a ½ inch Female, right hand threaded Heim end at the wheel spindle with a ½ inch bolt and a spacer to center the bolt in the 5/8 hole of the spindle arm.

I made a custom 5/8’s rod that is threaded 5/8 LEFT hand on the end attached to the sector gear and turned down and threaded ½ RIGHT hand – fine at the other end for the P/S controller. I opted for the left and right hand threads so I can adjust the length of the rod to center the steering wheel, or make other adjustments.
In order to make the 5/8 LEFT hand threads, I ordered a threading die for around $25 and threaded the rod with the die.. I also had to make new tie rods for between the front wheels which also have left hand threads on one end of them..
Once the P/S controller is in place I ran a JIC # 6 hose from the divider valve’s, priority port to the IN port on the P/S control. The Out of the P/S gets Tee'd in with the pressure relief output of the divider valve pressure relief, before being plumbed back to the main drain – return line.
After that, I ran 2 - JIC #4 hoses to the P/S cylinder.. Depending on your setup, the lines may connect different from mine.. One good thing to remember is that with the tractor's front end jacked up, you can connect an air line to the P/S controller and verify that the lines are connected correctly. If you turn the steering wheel and the hydraulic cylinder kicks back at you, the lines are wrong :-)
Using an air line and manually operating the steering lets you check for binding or areas that need changes for clearance.
Locating and Mounting the Hydraulic Cylinder
Or, may the fabrication begin..
All of that new found hydraulic power and control doesn’t do much good, if you can’t use it to turn the wheels. Which is accomplished in most P/S systems with a hydraulic cylinder.. Usually something about 2 inch bore and 6 inch stroke, for Case 646 sized tractors is used, although not all of that 6 inch stroke is needed.
I had a couple of personal criteria for mounting the hydraulic cylinder..
1. I did not want to run it from the tractor frame to the axle like the OEM setup, because the cylinder is generating around 4,710 pounds of force at 1500 PSI. I had images of the cylinder ripping the front axle off.
2. The type of P/S controller I picked must be installed in the tie rod from the sector gear in order to function, so you can’t replace the tie rod with the cylinder .
3. The spindle on the opposite, right, side of the tractor is not long enough to put an arm on the top of it..
4. I didn't want to reduce the ground clearance of the tractor by hanging the cylinder under the frame or axle.
(When Case added P/S to the 648 model, they changed the attachment of the steering arm to the top of the left spindle. On the manual steering models the connection is a single 1/4 inch wide woodruff key. The P/S models all use a multiple splined shaft and arm instead. My take on the change is that Case wanted or needed a stronger joint because they now had a hydraulic cylinder pushing on that arm..)
(When Case added P/S to the 648 model, they changed the attachment of the steering arm to the top of the left spindle. On the manual steering models the connection is a single 1/4 inch wide woodruff key. The P/S models all use a multiple splined shaft and arm instead. My take on the change is that Case wanted or needed a stronger joint because they now had a hydraulic cylinder pushing on that arm..)
Because this is a LOADER Case moved the steering tie rods to behind the axle to safeguard them (as compared to the Garden tractors where the tie rods are in front of the axle).
I was not crazy about putting the cylinder out in front of the tractor.. If I did the cylinder would need some kind of protection, even if only a covering on the rod so dust and dirt is not being sucked back into the system. I had considered adding a ‘bumper’ in front of the cylinder, but just did not like the idea.
I was not crazy about putting the cylinder out in front of the tractor.. If I did the cylinder would need some kind of protection, even if only a covering on the rod so dust and dirt is not being sucked back into the system. I had considered adding a ‘bumper’ in front of the cylinder, but just did not like the idea.
While I was working on the P/S design I picked up a 2 x 4 tie rod hydraulic cylinder that has a 5/8 rod and was already threaded ½ fine on the end of the rod. Unfortunately, or fortunately, the cylinder does not have clevis mounts on either end.. When I received it, it was setup to be bolted down via a plate on the rod end.
When I studied how far the tie rods on the Case 646 move when steering I found that the travel was about 3 1/8 inches (I have 5/8 Heim ends on the tie rods instead of ball joints, which may limit it a bit) Hmm, I have a cylinder that wants to travel 4 inches and I need to move the tie rod a maximum of 3 1/8 inches, sounds like a job for a lever..
In my mind because my 2 inch bore cylinder produces over 2 tons of force, I wanted the cylinder to hit its end of stroke instead of the steering hitting its limits or some kind of stops I fabricated. I figured that the cylinder was better able to handle hitting its limits than the steering system, which was never designed for P/S in the first place.
Coupling the desire to keep the cylinder off the front of the tractor and the need for a lever to reduce 4 inches of travel to 3 1/8 inches, I started looking at mounting the cylinder between the frame rails under the engine. My tractor does not have the front belt clutch and I don’t know if I’d ever use it, Also previously I had removed the mid lift cylinder and mounts. So I had a fairly clear space to work with.
But, the need for the 4 inch to 3 1/8 inch conversion in the movement just made things really complicated.. As part of attempting to design this, I realized that I could fit the cylinder I bought vertically under the hydraulic reserve tank in front of the engine and more directly connect it to the steering tie rods that are located right below that area.

To eliminate the 4 inch to 3 1/8 inch conversion, I started looking for a cylinder with a 3 inch stroke instead of the 4 inch I had. During my research I stumbled upon a surplus cylinder with the comment;” the stroke could be increased if the internal stop was removed” ???
Hmm, So I can shorten the stroke of the cylinder without any heavy machining? Just add a block, or in my case a piece of a 5/8 ID brass bushing, to the cylinder rod? Cool, so now I have a cylinder that fits under the hydraulic tank, and it moves only 3 1/8 inches. All I need is a 1:1 lever to convert the cylinder's vertical motion to horizontal and connect to the tie rods.
Locating the cylinder and lever mechanism in the front of the engine under the hydraulic tank, where the clutch would have been, means I can connect the hydraulic cylinder’s action into the tie rod between the front wheels. Which keeps the steering force inline with the axle.
I designed a lever that transforms the vertical movement of the cylinder to a horizontal movement connected to the steering tie rods in the center of the tractor. The fun part was sizing the lever mechanism so that it was as large as possible, but it also did not hit the frame.

The design lent itself to attaching the hydraulic cylinder at the rod end and letting it move back and forth as needed under the tank. (which later turned into some REAL fun..)
I sketched out the lever design and necessary pivot points on graph paper and transferred the critical points to 1/4” thick plate steel. Once the plates were cut out, I match drilled both plates and tapped holes as needed.
I have a supply of 5/8” id by 1” OD Brass bushings that are 2” long that worked out perfectly for this.. The lower pivot point has 2 – 5/8” Heim rod ends stacked side by side, which makes for 1 1/2”, add 2 layers of ¼ steel plate and you have a 2” wide assembly for the “lever” arms.
I ran 2 pieces of ¼” thickness 1 1/2” angle iron across the frame as the main supports for this and added ¼” plate hanging down below the angle irons for the central pivot to attach to. This assembly sits on top of the two hydraulic tank support brackets. Which added more fun, the front edge of the angle iron cross piece landed in the center of the bolt hole for the tank support bracket. I added a scrap of ¼” thick iron to the front of the angle iron so the bolt sits on a level surface.
Locating the cylinder & lever assembly in the center of the frame meant that I had to create new 2 piece tie rods between the front wheels. The OEM tie rod measured 20 inch from hole center to center. Once I factored in rods with Heim rod ends on both ends I came up with needing 2 – 5/8” rods that were 7 ¼” – 7 ½” long.. I threaded each rod right hand on one end and left hand on the other end so I can adjust the rod lengths for toe-in, and centering.
One problem I ran into was binding of the Rod ends at the wheels. I had used standard hex headed 5/8 bolts, nuts and lock washers to attach the Heim ends to the spindles..
The new center pivot on the tie rods, causes the rods to angle up in the center about ½ inch when at the limits of the steering.. The large 5/8 bolt heads and the nuts I had under the Heim ends caused the rod ends to bind before they got to the steering limits.
When I was figuring out where to locate the P/S controller, the head of the bolt on the left hand Heim end was really close to the hydraulic lines and I thought I should replace that with something thinner, like a Carriage bolt. Well, now with the Heim ends binding, I needed to modify the attachment of the Heim ends at the spindles to allow more movement.

I had seen special ‘Heim End Cone Spacers’ that are turned down so that they don’t interfere with the ball on the Heim end. Being that I have a metal lathe, I used some 5/8 carriage bolts and turned the heads down, removed the squared section and then cut some “1/2 inch” water pipe to make spacers and bolted it back together.. Now the Heim ends clear the bolts and spacer so I can turn the steering completely from left to right.
One area that I did NOT prototype well enough and pay attention to is how much the top end of the cylinder rocks as it cycles through the arc of the lever.
When I first attempted to reassemble the tractor and I installed the reserve tank supports I found that when I turned the wheels the top of the cylinder tipped so far over that it hit the left hand support (the one on the muffler side) and I could not turn the wheels all the way.
Back to the graph paper to see how I can modify the design. I had to move the pivot point of the cylinder mount over 3/8” so the cylinder's pivot point is more in the center of the lever’s arc, which changed how far the lever moved the tie rods left and right when turning the wheels. I fixed the cylinder hitting the mount, but I still could not turn lock to lock.
Next I worked out where the attachment point for the tie rods had to be moved in order to correct the movement. Which involved welding closed the existing holes, adding onto the one edge of the lever and drilling and tapping a new attachment point on the lever.

I also had to cut a notch - relief in the one side of the lever so the Rod end at the front center didn't bind:


I can report that the P/S system works and works quite well. I can turn the steering with a full load on the loader with minimal effort. The system might benefit from a little more hydraulic flow, like 2 GPM instead of 1 1/2, but swapping out that $$$ divider valve is not on my todo list anytime soon.
Overall the tractor has plenty of speed, and strength. It will lift more now than with the old hydraulic pump..
Alternatives to this design & lessons Learned:
Now that I’ve constructed all of this mechanism to connect the vertically mounted cylinder to the tie rods, and made custom tie rods, I am seriously reconsidering the decision to NOT put the hydraulic cylinder on the front of the tractor.
I’ve got 75 to 100 hours into building and debugging the setup. Building this a second time should go faster, but the lever mechanism, tie rods and rod ends are complicated to construct and assemble. Installing the cylinder as I did under the reserve tank also means that I have to dissemble a lot of the tractor if that cylinder needs to be serviced. And of course I have no Belt PTO on the tractor and can not have one. There is about 3/4 of an inch space between the side of the cylinder and the head of the flywheel bolt.
I’ve got 75 to 100 hours into building and debugging the setup. Building this a second time should go faster, but the lever mechanism, tie rods and rod ends are complicated to construct and assemble. Installing the cylinder as I did under the reserve tank also means that I have to dissemble a lot of the tractor if that cylinder needs to be serviced. And of course I have no Belt PTO on the tractor and can not have one. There is about 3/4 of an inch space between the side of the cylinder and the head of the flywheel bolt.
One of the things that additionally held me back from putting the cylinder in front of the tractor was the fact that my 2 x 4 cylinder just fit in between the brackets that are welded to the front of the frame, with no space left to attach the cylinder to the frame or to the axle.
A 2x4 hydraulic cylinder’s body will pretty much fit in between the frame right in front of the pivot pin. If we reduced the barrel length of the cylinder so the travel is limited to 3 1/8 inches, that cylinder would fit with room to attach one end to the frame or better yet attach it to the axle.
Cutting the barrel down leaves you with a longer rod, which helps. Because, you’re going to need to extend the rod far enough to connect the cylinder to one of the spindles.
To connect the hydraulic cylinder's rod to the steering with a minimal of hacking, I would extend the bracket that the Tie rods connect to on the back side of the spindle out in front of the axle on one side. This would provide an attachment point for the cylinder.
I think it is possible to place a 3/8 x 2 flat iron parallel to the existing tie rod bracket and extend the arm from the back of the axle out in front with no welding or modifications to the tractor. If we run our new flat iron along side of the factory tie rod bracket, on the inside of it, the new piece can run under the axle and come out in front of the tractor.
To not hack the tractor and weld things on, if our new piece of iron has a tab welded onto the bottom at 90 degrees, so that it runs under the tie rod bracket, we can drill a hole in that added tab and use the rod end’s bolt to hold things together at that end. Moving forward, to where we pass the axle, we should be able to run a ‘U Bolt’ under our new bracket and around the axle and use that to hold and clamp our piece securely to the factory bracket. If our new bracket is the same length in front as behind the axle the movement of the free end of it should be 3 1/8”. The same distance the tie rods move.
I have not prototyped exactly how the cylinders rod needs to be extended and attached to this new bracket, but the cylinder’s rod is going to need a dust cover. Why not give the cylinder a real cover?
Standard thickness “3/4” water pipe (Schedule 40) will fit inside standard 1 inch water pipe, if you file out the weld on the inside. One piece of ¾ pipe combined, or running inside 1 piece of 1” water pipe should make a nice telescoping cover for the cylinder's rod, and would make a fairly tough guard for the rod.
With a loader there is always the problem of dumping a log, or stump or rock on to a pile with the loader, and having that rock, etc roll back down the pile right in to the front of the tractor.. If that rock is large enough and hits the P/S cylinder or the rod in the right spot, that's the end of your power steering. Therefore protecting that cylinder and rod are very important. That's part of the reason why I opted to put the cylinder inside the tractor.
Hopefully my experience can inspire others and hopefully reduce how much time someone would spend fabricating this the next time.
What have I left out of the description of this build? There is a more complete photo album on google, each photo should have comments that I added describing what each photo is: https://photos.app.goo.gl/1fbGxQfyTfoFVLku8
You may need to click on the info icon (a circle with an 'i' in it) to be able to read the entire comment I added to the photo.